



更新时间:2025-02-11 01:22:29 浏览次数:9 公司名称:盐城 源美水下工程有限公司
| 最小起订 | 1 |
|---|---|
| 产品品牌 | 源美 |
| 产地 | 江苏盐城 |
| 是否上门 | 是 |
| 资质 | 持证上岗 工期短 |
| 经验 | 多年经验 |
| 服务时间 | 24小时服务 全天无休 |



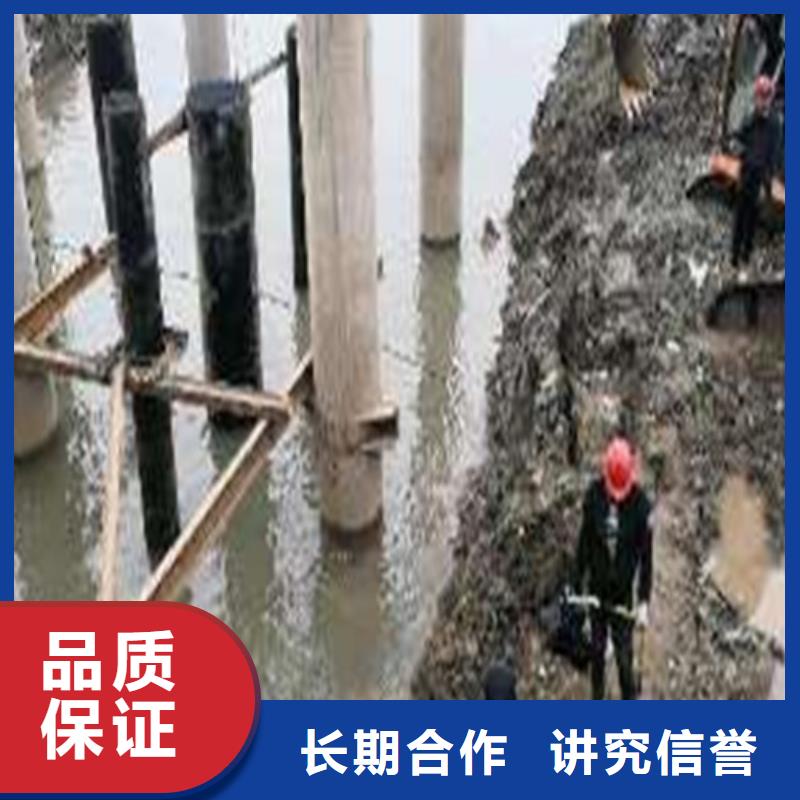

产品细节图

水下氧-火焰切割法一般 适用于切割低碳钢、低合金钢等易氧化的材料,水下堵漏不适用于切割不锈钢及除钛之外的有色金属,适宜切割的厚度范围为10~40mm。 切割薄板较为困难,是因为薄板在水中的冷却速度比厚板快得多,很难预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。 水下堵漏 药皮焊条切割虽然切口质量较差,但运用广泛。水下堵漏水下堵漏既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,特别适合于切割6mm以下的薄板。 切割厚板时困难一些,需要选用拉锯的操作方式使焊条在切口内来回拉锯,便于将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。 水下切割工程主要有水下


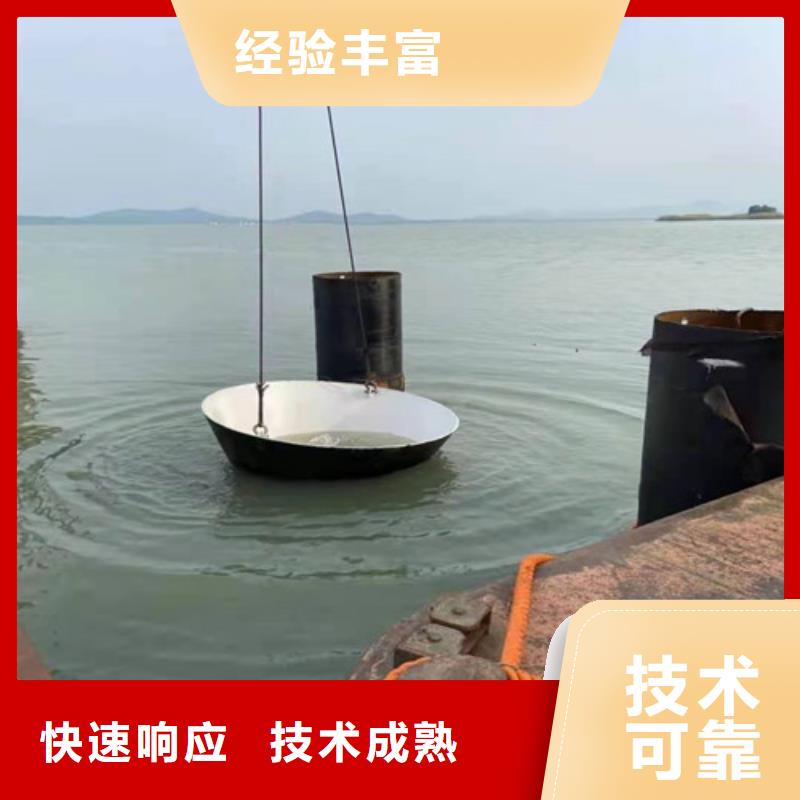
公司实力

表面离开约2~3mm,保持与工件垂直,然后,沿切片线均匀地向前方移动,维持电弧不消失,操作方法如图5(b)所示。该方法适用于厚度5mm以下的薄钢板的水中切割。潜水员在水中很难保持身体的稳定,所以电弧很难稳定。另外,切断品质也比支持切断法稍低,因此在实用上不怎么采用维电弧切断法。 加深切割的方法是指,在开始切割形成后的切割过程中,继续在狭缝中加入狭缝,加深狭缝,直到切下工件为止,这样来回移动,总有 工件会切断。此方法适用于支撑切割法中不易同时开裂的厚板和层压板。操作时切片的上下移动,为了维持电弧的稳定燃烧,必须协调均匀。 不同位置的水中电弧氧切割技术 根据切割工件和结构在水中的位置,可将水下电焊-氧切割